立ちのぼる白い蒸気は、蔵人たちの情熱の証

日本酒は主に、米、水、麹から造られるが、その原料の種類や組み合わせは多岐に渡る。さらに、こうした多岐に渡る素材は地域の風土や蔵人たちの手によって個性豊かな一品と生まれ変わっていくのだ。
我々は日本酒を知るために、日本有数の酒どころでもある福島県の石川郡古殿町(ふるどのまち)で180年続く酒蔵、豊国酒造を訪ねた。
地域の風土と文化が生んだ“寒造り”

福島県の南部、石川郡古殿町で180年続く豊国酒造は大吟醸酒「東豊国(あづまとよくに)」の銘柄で知られる。同酒は全国新酒鑑評会において9年連続で金賞を受賞する地元の名酒だ。
伝統的な製法にこだわる豊国酒造では、“寒造り”と呼ばれる11月から3月までの冬季に酒造りがおこなわれる。なかでも特別に手のかかる大吟醸酒の仕込みは、最も寒さの厳しい立春付近の一週間に集中しておこなうという。

酒造りの時期として冬が適しているのは、気温の低さと乾燥した空気が醗酵(はっこう)を妨げる余計な雑菌の活動を抑制してくれるからなのだそうだ。
また、農閑期となる冬は蔵人(くらびと:酒造りに携わる職人)が集まりやすかったということもあって、雪の多い地域では寒造りが栄えていったともいわれている。
一日として目を離すことのない酒造り

午前5時30分、外気がまだ冷えている早朝から酒造りは始まる。
この日の気温は2~3℃。築130年になるほの暗い酒蔵の中で、南部杜氏の唄が響きはじめた。
蔵人たちは軽くあいさつを交わすと、いつもの段取りで仕事にとりかかる。酒蔵に立ち込める白い蒸気のなか、誰一人と無駄な動きがない息の合ったチームワークで酒造りは進められていく。
酒造りの工程を、豊国酒造の九代目、矢内賢征さんが教えてくれた。
賢征さんは蔵元(くらもと:酒蔵の経営者)と杜氏(とうじ:酒造りの製造責任者)の両方を兼ねる若き「蔵元杜氏」でもある。
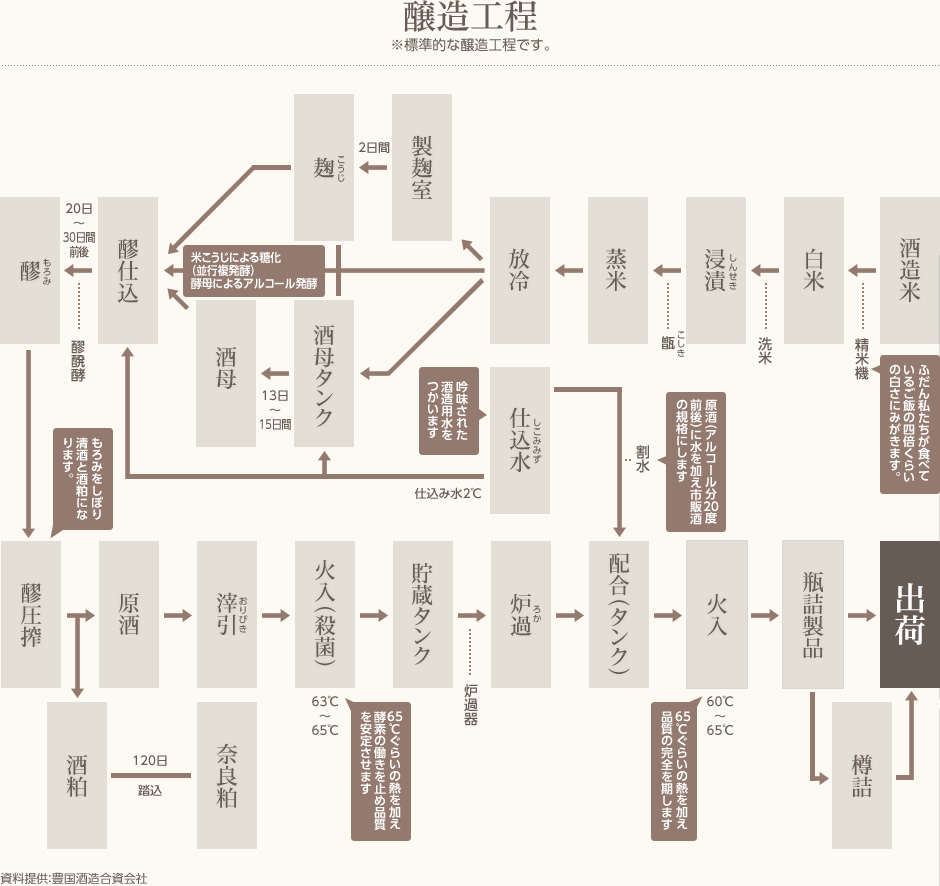
〈豊国酒造 酒造りの工程〉

1)米洗い・浸漬
10kgずつ袋に小分けした酒米を、蔵人全員で一斉に手洗いをする。
厳しい寒さのなか、米にじかに触れて米の質や吸水状態を皆で共有し合うことは、各々がこれから始まる酒造りの責任を負い、チームとしての一体感をつくりだす大事な工程だと賢征さんは話す。
流水で洗ったあとは米に水を吸収させる浸漬(しんせき)をおこなう。水分量は足りなくても多すぎても良い蒸米にならないため、その時の水温や米の状態に合せ、秒単位での正確な作業をおこなう。

2)蒸米~米さらし
米の種類や精米歩合、その日の天候などに合わせて調整しながら米を蒸し、米に含まれるデンプンをアルファ化(糊状に変化)させる。白い蒸気がもうもうと蔵から立ちのぼる様は豪快だ。

蒸した米は麻布の上に広げてさます。このとき、醪(もろみ:日本酒になる前の発酵中の液体)仕込みに使う「掛米(かけまい)」となる分は、その日の気温や湿度に合わせつつ、米の消化・糖化がよい具合になるよう時間をかけて空気にさらしていく。

3)種切り(麹づくり)
蒸した米の一部は、麹づくり専用の部屋である麹室(こうじむろ)へと運ばれる。広げた米に種麹をまいて(種切り)、約2日間かけて麹をつくる。麹菌が分泌する酵素がデンプンをブドウ糖などに分解してゆく。

特に大吟醸酒用の麹造りは、温度ムラをなくすため人の手で丁寧に行うほか、昼夜を問わず2~3時間おきの温度チェックを欠かさず、きめ細かく温度調整を行っている。

4)酒母(しゅぼ)づくり
酒母は酛(もと)ともいい、あらかじめ酵母を培養して大量に増殖させたものをいう。酵母はブドウ糖をアルコールに変える働きをする。酒ごとに酒母の造り方も違うが、醸造乳酸菌を加えた速醸酛(そくじょうもと)と呼ばれる酒母製法では約10~14日間かけて酒母をつくる

5)醪(もろみ)仕込み
タンクに麹、酵母、水を入れ、6時間後に「掛米」を加える作業。
日本酒は麹と酒母によって米の糖化とアルコール発酵が同時に進む、世界でも珍しい酒だ。コントロールが困難だができるだけ安定させるために、タンク1本分の量を3回に分けて仕込み、その後、約1カ月寝かせて、醪をつくっていく。

6)分析
約1カ月寝かせている間も、ほぼ毎日、醪の成分を分析。製品ごとにアルコール度数と比重を確認し、目標通りの数値に近づけていく。
7)醪圧搾(もろみあっさく)~滓引き(おりびき)~火入れ
仕込みを開始してから約1カ月半後、機械で醪を搾り、原酒と酒粕に分離させる圧搾をおこなう。圧搾後の原酒は微細な固形物が残っているため、数日間、置くことによって固形物を沈殿させ、上の澄んだ部分を分離する滓引きをおこなっていく。そして、品質を安定させるため、65℃程度の熱を加えて酵素の働きをストップさせた後、貯蔵タンクで熟成させる(その後、原酒に水を加え市販酒のアルコール度数の規格にしていく)。

8)瓶詰め~出荷
2度目の火入れをおこなった後、瓶に詰められる。こうして、まるで生き物を扱うかのように一日として目を離すことなく生まれた新酒は出荷されていく。
日本酒醸造工程
き9代目が見据える、これからの日本酒

豊国酒造では代表銘柄「東豊国」のほか、米の種類や製法を変えた十数種類の酒を並行しながら仕込んでいる。賢征さん自身が蔵元杜氏として最初に造った純米酒「一歩己(いぶき)」もその一つ。
「一歩己」で使用する大半の酒米は地元の農家がつくる酒米「美山錦(みやまにしき)」を使っている。「一歩己」をつくることは、「美山錦」に最も適した製法をさぐりながらの、酒造りへの挑戦だったという。
「この古殿町はもともと林業の多い土地です。木々に囲まれた郷土への思いも込めて『一歩己』は緑色のボトルに詰めました。これからも地元の農家さんと一緒に地元の酒を育てていきたい」と、賢征さんは語ってくれた。

「一歩己」は料理人などの目利きたちからも注目され、話題になったことで、2015年の出荷量は蔵全体の4分の1を占めるまでに育ってきた。
その話題の「一歩己」が味わえるお店が東京にもある。浅草にある商業施設「まるごとにっぽん」内のCafe M/Nでは豊国酒造からの直接仕入れにより「一歩己」の4合瓶が飲める。ぜひ、“旬”の海の幸、山の幸とともに、日本酒の奥深さをじっくり味わってみてはいかがだろう。